

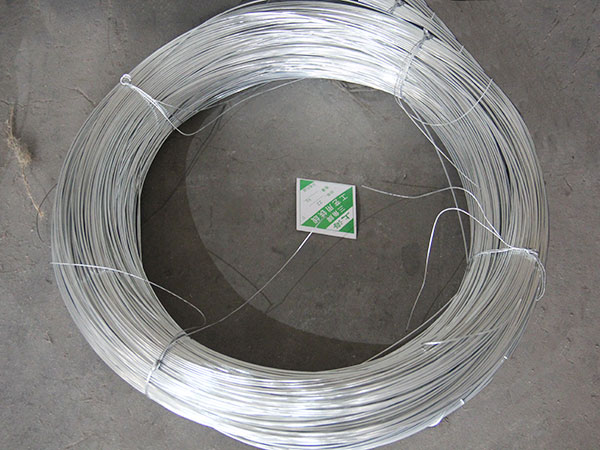
Name: BWG21 Galvanized Iron Wire
Material:Low carbon steel Q195
Specifications: 8#-22#
 Name: BWG21 Galvanized Iron Wire
Name: BWG21 Galvanized Iron Wire
Material: Low carbon steel Q195
Specifications: 8#-22#
Wire Gauge: 0.7mm-4.0mm
Tensile Strength: 340-500/mm²
Zinc Coating: 20-240g/m²
Packing :
1. Inside with plastic film, outside weaving bag.
2. Inside with plastic film, outside hessian cloth
3. as customer's request
| wire gauge size | SWG(mm) | BWG(mm) | metric(mm) |
| 8 | 4.06 | 4.19 | 4.00 |
| 9 | 3.66 | 3.76 | _ |
| 10 | 3.25 | 3.4 | 3.50 |
| 11 | 2.95 | 3.05 | 3.00 |
| 12 | 2.64 | 2.77 | 2.80 |
| 13 | 2.34 | 2.41 | 2.50 |
| 14 | 2.03 | 2.11 | - |
| 15 | 1.83 | 1.83 | 1.80 |
| 16 | 1.63 | 1.65 | 1.65 |
| 17 | 1.42 | 1.47 | 1.40 |
| 18 | 1.22 | 1.25 | 1.20 |
| 19 | 1.02 | 1.07 | 1.00 |
| 20 | 0.91 | 0.89 | 0.90 |
| 21 | 0.81 | 0.813 | 0.80 |
| 22 | 0.71 | 0.711 | 0.70 |
Electeo Galvanized Wire:
Black annealed wire → Heating unoil → Acid-washing and stoving → Electric galvanizing → Spooling in roll
use
Galvanized steel wire is mainly used for planting greenhouses, farms, cotton packaging, springs and wire ropes. Applicable to engineering structures with poor environmental conditions such as steel cables and sewage pools for cable-stayed bridges.
The uniformity of the zinc layer affects the corrosion resistance and service life of the product, and should be included in the standard for testing and evaluation.
The uniformity of the coating can be evaluated by the plating uniformity η or the plating thickness average H and the standard deviation S. In the hot dip galvanizing process, necessary measures should be taken to improve the uniformity of the galvanized layer.
The quality of the galvanized layer can be evaluated by the weight of the zinc plated on the substrate, the bonding strength of the galvanized layer to the substrate, and the uniformity of the coating. The uniformity of the zinc layer is an important quality index of the galvanized layer. In general, the corrosion always starts at the thinnest part of the zinc layer and spreads to the periphery, causing corrosion and broken wires to affect the service life.
For the weight and bonding strength of the coating, the standards are clearly defined, but the uniformity is different. In the 1970s, ISO standards and national standards generally specified the test using copper sulfate test. In the 1980s, except for Japan and the former Soviet Union, this method was no longer adopted by ISO standards and national standards. Although some methods such as GB/T15393-94 "steel galvanized layer" have retained this method in a way that "the two parties can proceed", most of them are no longer used.
However, the old zinc layer uniformity detection method has been abandoned but no corresponding new method has been established. There is no uniform definition and requirement for uniformity, so some producers do not monitor and detect the uniformity of the coating well. As a result, it has affected the further improvement of product quality.
For galvanized steel wire, the uniformity of the coating is required to be uniform in the transverse (radial) section, and the coating in the cross section of the steel wire in the longitudinal direction (axial direction) is almost the same. Due to the vibration of the steel wire, the fluctuation of the zinc liquid surface, the surface scum of the plating pot, etc., the local zinc layer accumulation on the surface of the steel wire (commonly known as zinc tumor) should be eliminated by correcting the tooling and standard operation. Regardless of these random and random zinc layer deposits, the zinc layer of each section of the full length of the steel wire will not be much different in determining the tooling, the stable process and the same operating specifications, so one can be selected perpendicular to the steel wire. The uniformity of the coating was evaluated by the cross section of the zinc-free layer.
Measures to improve the uniformity of the galvanized layer of steel wire: The reasons for the uneven plating of the wire hot dip plating process are as follows:
(1) The steel wire is not perpendicular to the zinc liquid surface, so that the plating liquid brought out when the steel wire is taken out cannot be uniformly sagged down along the circumference of the steel wire under the action of gravity, so that the plating layer deviates from the geometric center of the steel wire after solidification;
(2) Wiping conditions (such as the size of charcoal particles, the tightness of contact between charcoal and steel wire, the flow rate and pressure of air rubbing, etc.) in the circumferential direction of the wire;
(3) Fluctuating of the liquid level of the zinc and the vibration of the steel wire, and the scum of the zinc liquid surface is stuck on the surface of the steel wire;
(4) Uneven deformation of the scraping zinc and zinc layers caused by various reasons when the steel wire is first plated and pulled. In severe cases, even the local pure zinc layer is completely lost.
Measures to be taken: Improve the design and adjust the tooling to ensure that the steel wire positioned by the roller of the pressure shaft and the lead frame is perpendicular to the zinc liquid surface. When the pressure shaft wears, the position of the wire roller must be adjusted or the pressure shaft should be rotated to ensure that the wire is perpendicular to the liquid surface.
Wipe the charcoal particles to be even and compact. Add zinc to the outlet and push it slowly. The position of the pressing shaft to the operation surface of the zinc pot should not be too close. It is better to have a tension control device on the production line to prevent the fluctuation of the zinc level.
Related Product Keywords:galvanized Iron Wire,electro Galvanized Wire.







 +86 15831968382
+86 15831968382 Zoe
Zoe